
联系人:王先生
电话:18888707071
手机:18562307632
邮箱:woyu@hotmail.com
地址:淮安经济技术开发区富准路36号
反应釜:化工行业不可或缺的基石
在现代化学工业及相关科学研究领域,反应釜作为一种不可或缺的关键设备,扮演着至关重要的角色。它不仅为各种化学反应提供了安全、可控的环境,还促进了原料转化为产品的高效过程。本文将详细介绍反应釜的基本概念、结构组成、工作原理及其在化工行业中的重要性。
一、基本概念
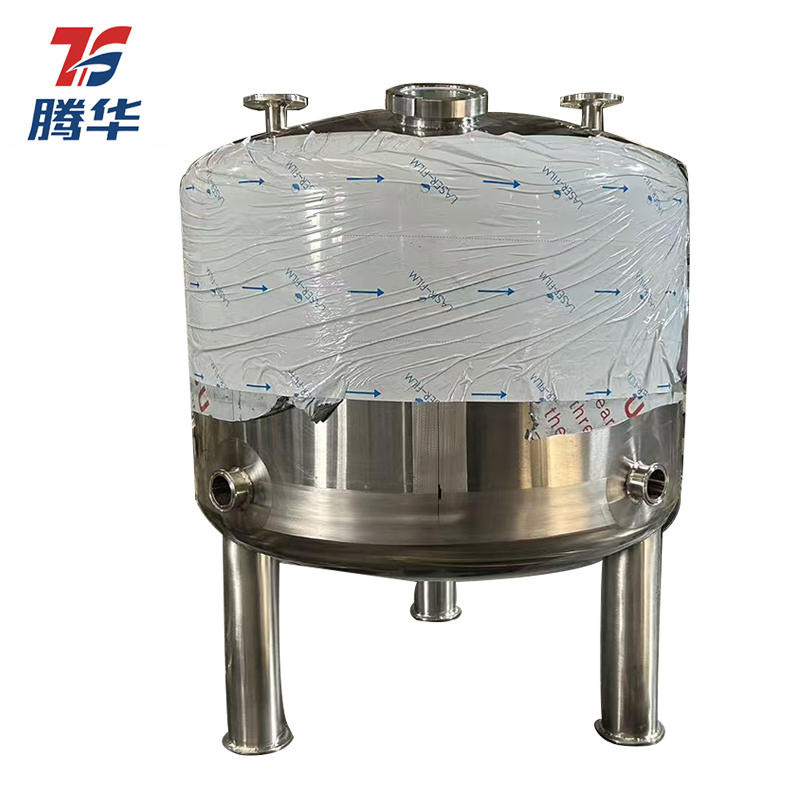
反应釜,又称为反应罐或压力容器,是一种能够承受一定压力,用于完成气液、液液、气液固等多相反应的密闭容器。其设计需符合特定的安全标准,以确保在高温高压等极端条件下操作的安全性与可靠性。
二、结构组成
反应釜通常由以下几个关键部分组成:
釜体:釜体是反应釜的主要部分,用于装载反应物料。根据反应条件的不同,釜体可采用不锈钢、碳钢、搪玻璃或特殊合金材料制造,以耐腐蚀、耐高温。
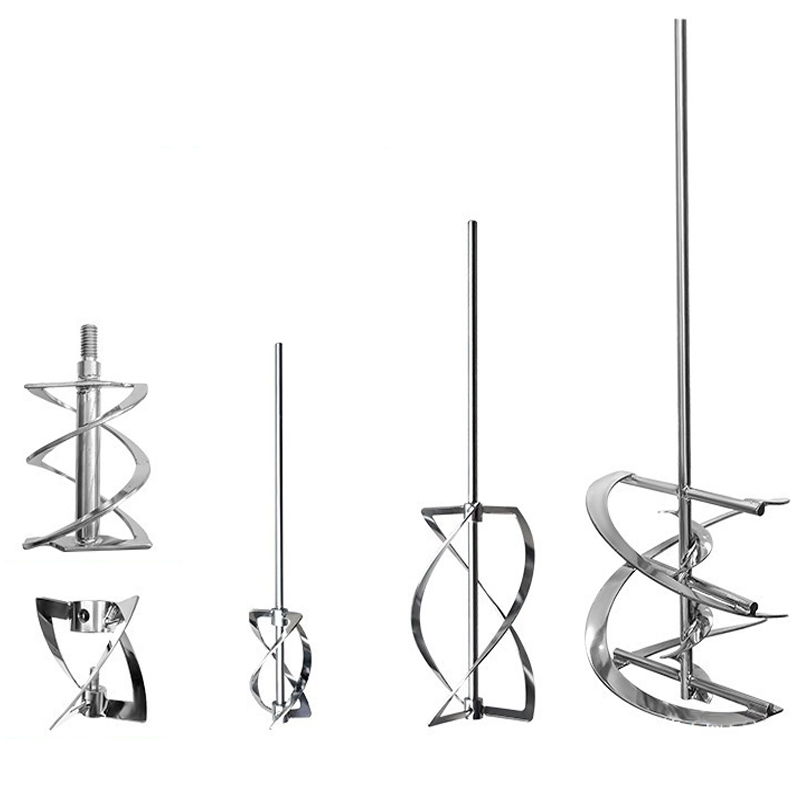
搅拌装置:搅拌装置用于混合反应物,提高反应速率和反应均匀性。搅拌器的形式多样,如涡轮式、桨式、框式等,可根据反应物性质和反应要求选择。
传热装置:传热装置包括夹套、蛇管、列管等,用于加热或冷却反应物料,维持反应所需的温度条件。常见的加热方式有电加热、热水加热、导热油循环加热等,冷却方式则常用夹套冷却和釜内盘管冷却。
密封装置:密封装置保证釜内高压或真空状态,防止物料泄露和外界杂质进入。常见的有机械密封、磁力密封等。
附件:压力表、温度计、视镜等附件用于监测和控制反应条件,确保反应过程的安全和可控。
三、工作原理
反应釜的工作原理基于物料在特定温度、压力和搅拌条件下进行化学反应。操作时,首先将反应物按比例加入釜内,通过搅拌装置使物料充分混合并加快反应速度。同时,通过传热装置调节釜内温度,保持较佳反应条件。整个过程中,通过仪表监控各项参数,确保反应顺利进行直至完成。反应结束后,通过卸料装置将产物取出。
四、化工行业中的重要性
广泛应用:反应釜广泛应用于化工、制药、石化、冶金、食品加工等多个行业,涉及的产品包括合成树脂、涂料、药品中间体、生物制剂、燃料等。
制药行业:反应釜在药物制造中用于合成药物原料或活性成分,并优化反应条件以提高产量和纯度。
化学工艺:在化学工艺中,反应釜可用于制备染料、塑料、涂料等化学物质。
食品加工:在食品加工领域,反应釜用于调制食品添加剂、香料等。
新材料开发:反应釜在新材料的合成与制备过程中也发挥着重要作用,如纳米材料的制备、陶瓷材料的烧结等。
提升生产效率与产品质量:反应釜不仅是化学反应得以实现的基础工具,更是提升生产效率、优化产品质量、推动技术创新的关键设备。
推动行业进步:随着材料科学的进步,新型耐腐蚀、较强度材料的应用延长了设备寿命,降低了维护成本。反应釜设计、制造及应用水平的提升,直接关系到化学工业的整体进步和发展。
五、未来发展趋势
未来,反应釜将朝着更加智能化、高效节能、环保化的方向发展:
智能化:配备更加智能化的控制系统,能够实时监测和调节反应过程中的参数,并根据需求进行自动控制。
高效节能:采用更加高效的传热结构和节能设备,以提高设备的传热效率和减少能源损耗。
环保性:采用更加环保的材料和工艺,在设计和制造过程中考虑环保因素,减少对环境的影响。
小型化:越来越小型化,以适应实验室和中小型生产的需求。小型反应釜具有灵活性强、操作简便等特点,适用于多样化的反应过程。
综上所述,反应釜作为化工生产中不可或缺的主要装备,其重要性不言而喻。未来,随着科技的不断进步和创新,反应釜将在更多领域发挥更大的作用,为人类的生产生活带来更多的便利和价值。
- 上一篇:反应釜日常使用与维护注意事项
- 下一篇:聚氨酯反应釜与普通反应釜的区别
-
2026-05-20螺旋板换热器:高效换热领域的中坚力量
-
2026-05-20螺旋板换热器主要应用领域解析
-
2026-05-20反应釜保养技巧
-
2026-05-20列管式冷凝器保养技巧
-
2026-05-20在食品工业中,反应釜具体是如何进行乳制品杀菌处理的?
-
2026-05-20反应釜涉及行业及注意事项
-
2026-05-20聚氨酯反应釜在材质选用上的特点
-
2026-05-20聚氨酯反应釜与普通反应釜的区别





 客服
客服